Ri(de)finire il 3D
Un nuovo brand dedicato all'additive manufacturing.
25 giu 2019
Carlo Fumagalli
E in Italia?
In Italia la nascita di Am Solutions avrà sviluppi molto concreti. È prevista infatti la nascita di un nuovo polo operativo nel complesso di Concorezzo (dove ha sede Rösler Italiana) dedicato sia al mercato domestico che a quello internazionale.
E non è un caso, pensando a come si sta sviluppando – in ambito additive – il settore della meccanica: «Se contiamo il numero di macchine installato, la stampa 3D in plastica è ancora prevalente» spiega Maurizio Foppa Pedretti, consigliere delegato di Rösler che coordina lo sviluppo italiano di Am Solutions, «ma è curioso osservare che in paesi come Italia e Francia l'interesse per la stampa 3D metallica è prevalente. Vale sicuramente per i nostri clienti ma è un trend visibile su tutto il mercato, che chiede sempre più pezzi stampati in metallo».
Il tutto nel contesto di una tecnologia che, per quanto nata soprattutto per lavori di prototipazione e sviluppata in settori quali il medicale e l'aerospace, «sta diventando sempre più impiegata per produzione di serie e customizzazione di massa» spiega Foppa Pedretti, «anche nei comparti della meccanica varia, dove, ad esempio, possono essere superate le complessità di alcuni componenti».
Un lavoro di squadra
Cambiano i mercati, nascono nuove polveri e nuove leghe con caratteristiche ancora da scoprire.
Ma rispetto alla manifattura tradizionale cambiano anche le sfide per la finitura delle superfici, per esempio dovute all'alta rugosità dei componenti prodotti all'interno di canali e camere. Per affrontare le criticità del settore, Am Solutions si basa su partnership tecnologiche con aziende innovative specializzate in maniera verticale su determinati aspetti dell'additiveN manufacturing.
Post trattamento automatico per qualunque lega metallica
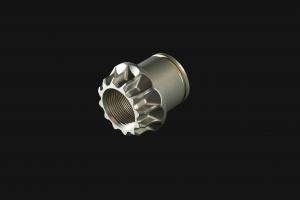
Dalla cooperazione con un player austriaco è nato lo sviluppo di un sistema per il post-trattamento completamente automatico di pezzi stampati in qualunque tipo di metallo o lega metallica (fra cui titanio, alluminio, acciaio inox e Inconel).
Questa macchina plug-and-play consente di combinare diversi metodi di trattamento. Dopo la stampa e il trattamento termico, i componenti vengono immessi nell'impianto per essere sottoposti a un post-trattamento automatico.
Tenendo in considerazione la finitura funzionale e cosmetica richiesta, in un primo passaggio le strutture di supporto e le particelle di metallo sinterizzato sono rimosse dalle superfici con un processo chimico/elettrochimico e i substrati vengono pre-lisciati; una seconda fase di lucidatura fine assicura invece finiture estremamente lisce, corrispondenti ai requisiti di ruvidità richiesti e senza effetti di raggiatura indesiderati. In alternativa, è possibile ottenere anche finiture ad alto gloss. Dopo il trattamento, i pezzi sono pronti per le successive lavorazioni senza la necessità di una pulizia interoperazionale o altre fasi intermedie.
Lisciatura delle superfici
È dalla collaborazione con un'azienda statunitense che nascono soluzioni dedicate alla rimozione delle strutture di supporto e la lisciatura delle superfici, con processi specificamente adattati a ciascun metodo di produzione additiva: parametri quali le aree da trattare, la durata del processo e la sua intensità vengono definiti in base all'operazione di stampa 3D precedente. Questa tecnologia viene impiegata principalmente nel post-trattamento di componenti in plastica, ma permette anche di trattare pezzi in metallo prodotti con metodi additivi.
Lucidatura senza elettroliti liquidi
Una fase importante riguarda l'operazione completamente automatica di lucidatura e la levigatura, anche a specchio, di componenti additive di metallo, sfruttando i meccanismi di trasporto ionico di particelle solide libere.
A differenza dell'elettrolucidatura classica, il metodo utilizzato dalla partnership fra Am Solutions e un'azienda spagnola specializzata non utilizza elettroliti liquidi, ma granuli solidi in grado di lavorare sulla maggior parte delle superfici, anche in presenza di geometrie complesse, incluse la cavità, garantendo la finitura almeno parziale dei contorni interni dei pezzi. Questo produce finiture omogenee senza solchi di rettifica o micro graffi. La forma originale dei componenti non viene alterata e vengono rispettate tutte le tolleranze dimensionali.
Energia, Edilizia, Alimentare, Movimentazione e logistica, Sicurezza e ambiente, Industria varia, Industria, rosler